


热点新闻更多>>
-
 巩义市恒众供水材料有限公司专业生产橡胶接…
巩义市恒众供水材料有限公司专业生产橡胶接… -
 巩义市恒众供水材料有限公司专业生产橡胶接…
巩义市恒众供水材料有限公司专业生产橡胶接… -
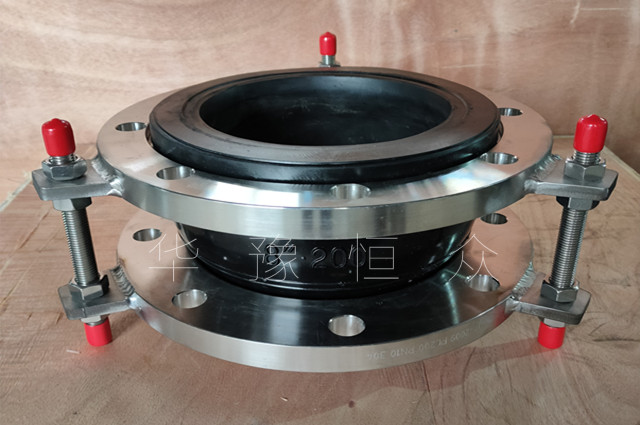
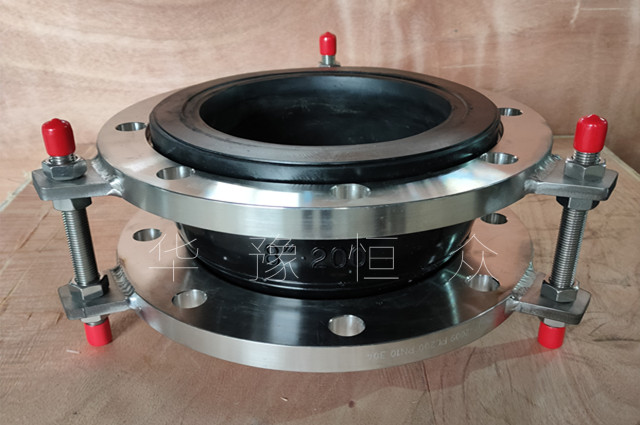 橡胶接头加限位装置优势1.橡胶接头拉脱限位…
橡胶接头加限位装置优势1.橡胶接头拉脱限位… -
 双球体橡胶接头即用在具有高强度腐蚀性的介…
双球体橡胶接头即用在具有高强度腐蚀性的介… -
 铸铁伸缩器是由本身、密封环、旋盖、伸减少…
铸铁伸缩器是由本身、密封环、旋盖、伸减少… -
 在工业管道系统中,橡胶的品质和质量直接影…
在工业管道系统中,橡胶的品质和质量直接影… -
 橡胶避震喉型号规格商品材料:Q235.QT400-1…
橡胶避震喉型号规格商品材料:Q235.QT400-1… -
 橡胶软接头在维护管道中的功效 由于橡胶软…
橡胶软接头在维护管道中的功效 由于橡胶软… -
 负压式橡胶接头的承压范围是多少? 耐负压…
负压式橡胶接头的承压范围是多少? 耐负压… -
 净水管道耐磨橡胶接头的客户朋友们都感觉到…
净水管道耐磨橡胶接头的客户朋友们都感觉到… -
 金属软管与波纹管有什么不一样? 金属软管…
金属软管与波纹管有什么不一样? 金属软管… -
 kxt丝扣橡胶软接头是由织物增强的橡胶件与…
kxt丝扣橡胶软接头是由织物增强的橡胶件与…
热销产品更多>>




行业知识
双法兰传力接头的焊接工艺检验注意事项
添加时间:2015/8/31 9:14:09文章来源:恒众供水网络部 作者:恒众供水小编
双法兰传力接头的焊接工艺检验注意事项

2.总检认可PWPS后,要请总检确认钢板的厚度、材质,同时提供钢板证书,以便总检核对钢印号。确认完毕后总检敲钢印。
3.双法兰传力接头加工试板,这个一般都有专业人员加工了。不同口径的双法兰传力接头要求试板尺寸不太一样,事先查好规范就行了。不过一般专业的检验员也不会太计较,只要够切实验试块儿就可以了。
4.双法兰传力接头焊接。有焊工证的*焊工,按照PWPS的设计进行焊接,不过也不能完全照搬,焊工的经验蛮重要的。此时要提供焊工的焊工证,身份证,焊材证书,较好还有焊机的校验证书。同时记录所有实验数据,结束后请验船师签字。此过程一般验船师都要在旁边观察的。试板焊接结束后,验船师要检查外观,然后敲钢印。钢印一定要清楚密集,保证接下来加工成试块以后,每块试块上都有钢印。
5.接下来是做无损检测了。一般都要求做RT和MT,做完后探伤机构出具合格的探伤报告就可以了。将探伤报告给检验员审核签字。
6.双法兰传力接头无损检测合格后,将试板按照相应船级社的规范加工成若干试块(查阅相关船级社规范的材料与焊接部分,然后与验船师沟通确认),以进行接下来的机械性能试验。
7.双法兰传力接头机械性能试验。检验员在场,在专业的理化实验室进行,不用操心,等着出报告就是了。
8.双法兰传力接头合格的机械性能试验报告拿到以后,交检验员审核签字。
9.以上实验部分已经完成,接下来准备相关文件了。根据各种数据生成WPS和PQR(尽量把所有信息集中在一页之内),交检验员签字盖章就OK了。
至于WPS和PQR的样式,每种规格的双法兰传力接头不尽相同。
相关产品
相关新闻

